Electrode Size Tig Weld 20 Gauge Sheet Metal
Guidelines For Tungsten Electrodes

Tungsten Sizes For Tig Welding Iedepot Blog

Aluminum Workshop Choosing Tungsten Electrode Type Size For Aluminum Tig The Fabricator Welding Aluminum Tungsten Electrodes

Tig Electrode Chart Welding Tig Welding Welding Rods

Pin By Mike Titterington On Welding Tips In 2020 Welding Rod Chart Tig Welding Welding Rods

Tig Welding Thin Sheet Metal Settings Youtube

Electrode solid wire and cored wire and can be used to weld types 402 410 414 and 420 steels.
Electrode size tig weld 20 gauge sheet metal.
Tig Welding 1 6mm Stainless Fillets Viewer Request Youtube

Tig Tungsten Diameters What Are Your Limits Tips And Tricks Youtube
Guidelines For A Proper Tig Setup Welding Answers

Tig Welding Tips

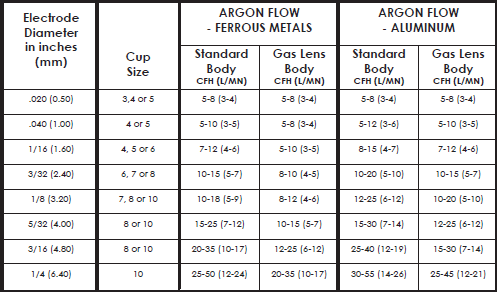
Guide For Tig Welding Amperage And Cup Sizes Welding Miller Welding Electrodes

Er309l Stainless Steel Tig Welding Rod 1lb Pack Er309l Stainless Steel Tig Welding Rod 1lb Pack Arc Zone Er 309l 14 00 Arc Zone Com Welding Accessories Store

Tig Welding Sheet Metal How To Get The Best Results With Our 11 Top Tips Rate My Welder

Different Types Of Welding Rods The Ultimate Guide Welding Rods Types Of Welding Welding Projects

Mig Welding Mig Welding Techniques For High End Metal Fabrication Mig Welding Tig Welding Tube Work Plate Work Welding Tips Mig Welding Welding
How To Pick The Right Size Tig Filler Rod Kevin Caron Youtube

Welding 101 Welding Tips And Hints Welding Glossary Hobart Welders Welding Wire Welding Projects Welding

Stick Welding Sheet Metal Viewer Request Youtube

Stickweldingchart2 Welding Rods Welding Welding Sticks

Electrode Classification Chart Welding Electrodes Arc Welding Welding Rods

How To Set Tig Welding Amperage Kevin Caron Youtube
10 Tips For Tig Welding Sheet Metal Aviation Pros

Welding Rod Sizes And Uses What Welding Rod Do I Use Tool Faqs

Different Welding Rod Sizes You Need To Know Welding Picks
3

E6013 General Purpose Mild Steel Welding Electrode Rod 12 X 3 32 Pack 5 5 Lb Amazon Com

Stick Welding Electrode Selection Chart In 2020 Welding Rods Welding Rod Chart Welding
Welding Amperage Selection Beginner Welding Guide

Welding Mild Steel Sheet Metal Tig Time Youtube

Gas Metal Arc Welding An Overview Sciencedirect Topics

Ercusi A Silicon Bronze Tig Welding Rod 36 X 0 045 1 Lb Amazon Com

How To Weld Sheet Metal Tig Mig Welding Thin Metal

Electrode Meaning Specification And Uses Metallurgy Welding Electrodes Electrodes Meant To Be

Extraordinary Stick Welding Settings Chart Miller Stick Welding Calculator 171087 In 2020 Welding Rod Chart Welding And Fabrication Welding Rods
Tig Welding Tungsten Selection Tig Time Youtube

How To Set Up A Tig Welder For Mild Steel Welding Mastermind

Stick Welding Super Thin Sheet Metal Welding Thin Metal Youtube

8 Improvements To Your Stainless Steel Tig Welding Welding Champs

Lincoln Table 4 Welding Electrodes Welding Projects Welding

Mig Vs Tig Welding Which Is Right For Me

Aws A5 1 Chart Smaw 450x356 Welding Productivity Welding Electrodes Welding Projects Welding

Basic Guide To Flux Cored Arc Welding Welding Table Flux Core Welding Welding

Welders Universe Stick Electrode And Filler Rod Guide Welding Table Welding Tips Welding Projects

Stark 120 Volt 13 5 Amp Professional Spot Welder 55009 The Home Depot In 2020 Spot Welder Sheet Metal Fabrication Welding

How To Weld Galvanized Pipe Tips And Tricks Youtube
Stainless Steel Mig Welding Electrode Wire And Gas Choices Gowelding Org

54 Portable Folding Welding Table Usa In 2020 Welding Rod Chart Welding Rods Diy Welding

Titanium 101 Best Tig Gta Welding Practices

A Better Tig Experience
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsnvfp12isxt8smmgj8f Qyq6v4hyhkqbibum Xbt67 7aeox5g Usqp Cau
Source : pinterest.com
