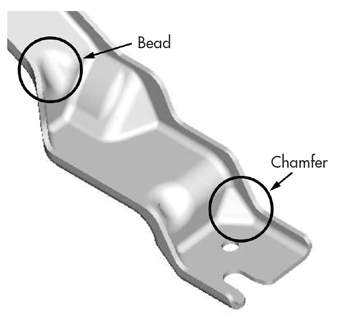
Defects In Sheet Metal Operation
Metal Forming Defects

Sheet Metal Forming Sheet Metal Metal Forming Metal Bending

Stamping Piercing Metal Processing Metal Bending Stamp

Metal Forging In 2020 Forging Metal Conceptual Understanding
Http Files Engineering Com Download Aspx Folder 059df4f1 0728 4cb0 A19d 32fd53b86a35 File Sheetmetalprobelmbending Pdf

3 Ways To Predict Cracking And Splitting During Sheet Metal Forming Wiley Metal

Sheet metal forming 2 810 d.
Defects in sheet metal operation.
Https Uomustansiriyah Edu Iq Media Lectures 5 5 2016 04 18 11 57 10 Am Pdf

Sheet Metal Forming An Overview Sciencedirect Topics

Difference Between Welding Discontinuity And Defect 4 Welding Discontinuities That Impact Only Appearance W Sheet Metal Fabrication Welding Metal Fabrication

Die Casting Process Me Mechanical Engineering Fundaciones

Parting Line Location Effects Metal S Grain Structure Forging Conceptual Understanding Metal

Hydraulic And Mechanical Presses Pressing Hydraulic Mechanic

Permanent Mold Casting Processes Green Mechanic Http Pakwindturbine Blogspot Com 2014 04 Permanent Mold Casting Proc Mold Casting Metal Workshop Mold Spray
Deep Drawing Of Sheet Metal

High Pressure Die Casting It Cast High Pressure Diecast
Sheet Metal Forming And Operations

Metal Forming Process Hierarchy Of Rolling Operations In Modern Manufacturing Industry Metal Forming Metal Steel Rolling Mill

Sheet Forming Process An Overview Sciencedirect Topics

Pin By Gauge Nyc On Craft No Really Sheet Metal Fabrication Sheet Metal Work Metal Fabrication
Http Web Mit Edu 2 810 Www Files Lectures 2015 Lectures Lec6 Sheet Metal Forming 2015 Pdf
Maximum Sheet Metal Punching Minimal Distortion

Drawing Guide Weld Symbols Welding Projects Welding Welding Gear

How To Minimize Weld Defects By The Improvement In Electrode Angles Weldpedia Welding Welding Training Types Of Welding

Press Brake Bending Basics A Guide To Sheet Metal Bending Machinemfg
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrttf1tdcbtwp8ivnq1jztol0ntpjnslrqpze1 A5qiog8di9q Usqp Cau

Blog In 2020 Types Of Welding Welding Process Tig Welding

Hot Runner Molds Injection Mold Design Injection Moulding Mould Design

Sheet Metal An Overview Sciencedirect Topics

Metal Forging In 2020 Forging Conceptual Understanding Metal

Continuous Casting Also Known As Strand Casting Is The Process Where A Metal Is Heated Until It Liquefies The Molten Metal Is Then It Cast Continuity Steel

Sheet Metal Shop Square Tray Parts Accessories Diagram And Explanation Sheet Metal Shop Metal Shop Sheet Metal
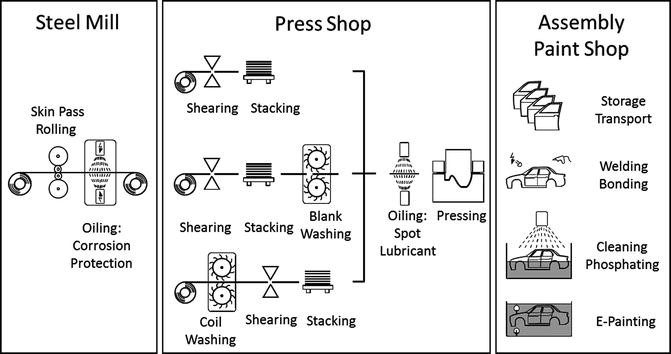
Sheet Metal Forming Lubricants Springerlink
Pin On World Of Metallurgy

Big Round To Smal Square Sheet Metal Work Sheet Metal Fabrication Metal Fabrication

Stainlesssteelbracket Size 67mm 48mm 50mm Materials Stainless Steel Stainless Steel Brackets Metal Forming Stainless Steel
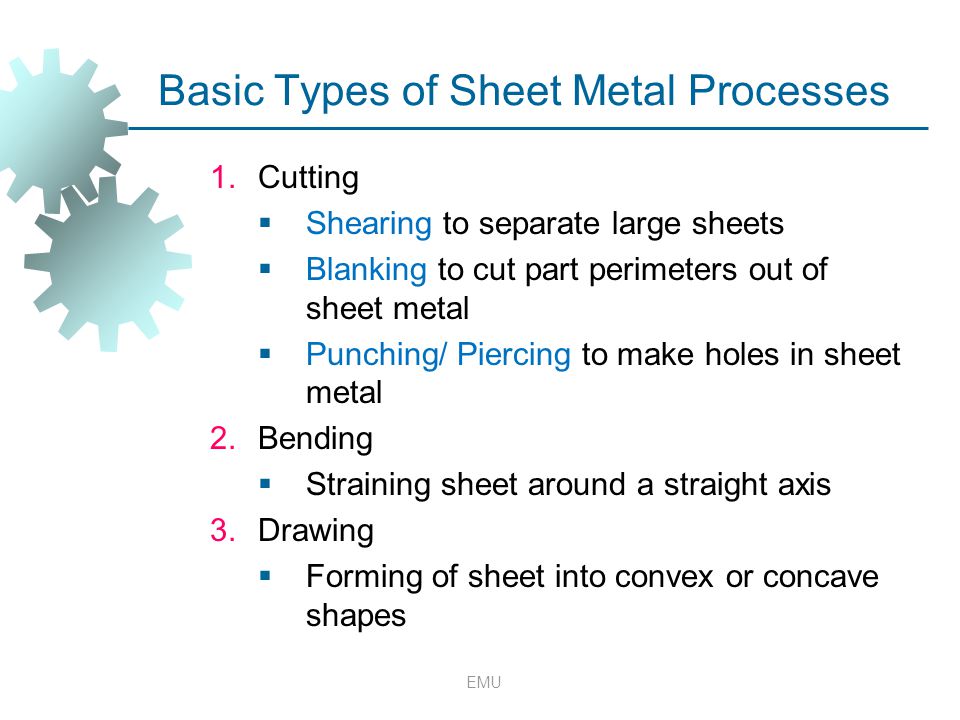
Sheet Metal Forming Lecture 6 Emu Ppt Video Online Download

Metal Spinning Axel Fan Baseplate Spinning Metal Sheet Metal Metal Lathe

Common Weld Defects In Thermal Power Plants Thermal Power Plant Power Plant Power

Superda Outdoor Electronic Cabinet Roll Forming Machine Roll Forming Stainless Steel Cabinets Hose Box

Metal Extrusion Extrusion Metal Extrusion Metal Fabrication

Roll Deflections In Flat Rolling Causing A Barreling Effect Rolls Rolling Mill Principles

Tandem Rolling Operation Rolls Tandem Stripping

2018 New Innovation Roll Former For Cable Tray With Siemens Plc Metal Forming Roll Forming Cable Tray
Following Dfm Guidelines For Working With Sheet Metal Machine Design

Purlin Roll Forming Machine In 2020 Roll Forming Metal Forming Metal Rack

Using Fault Tree Analysis To Improve Software Testing Software Testing Software Development Life Cycle Analysis

Die Casting Process Defects Design It Cast Diecast Metal Workshop

Implementation Action Plan Template Analysis 5 Why Analysis Business Analysis

Box Panel Roll Forming Machine Roll Forming Metal Forming Making Machine
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcs2zh761cffk2mmdxoy2ot0dfbbwnj7xefl2jkela3hd X 2tz5 Usqp Cau
Source : pinterest.com
